
Нормирование труда инженерно-технических работников (ИТР) и служащих необходимо для корректного расчета их численности, объективного распределения обязанностей между сотрудниками, роста производительности их труда, объективных условий материального стимулирования.
К инженерно-техническим работникам относятся сотрудники, осуществляющие организацию производственного процесса, техническое, экономическое и управленческое руководство. Необходимо различать ИТР и специалистов. Основанием для отнесения работников к ИТР является занимаемая должность (инженер, техник, агроном, зоотехник), а не образование, поэтому к ним относятся также практики, не имеющие специального образования.
Специалисты — это работники, имеющие законченное высшее и среднее специальное образование. Они могут быть как ИТР, так и служащими.
К специалистам относятся работники, занятые инженерно-техническими, экономическими и другими работами, к служащим — сотрудники, осуществляющие подготовку и оформление документации, учет и контроль, хозяйственное обслуживание (секретари, коменданты, делопроизводители, кассиры, табельщики, экспедиторы и др.).
Учитывая особенности труда ИТР и служащих, их труд нормируют с помощью различных методов аналитического нормирования трудоемкости работ и численности исполнителей. Выбор метода нормирования зависит от сложности выполняемой работы, разнообразия методов и подходов к решению проблем, повторяемости работ. Соответственно этому можно определить три группы:
1. Работы, не требующие больших творческих усилий и характеризующиеся малым разнообразием выполняемых операций
Они требуют точного выполнения установленного порядка, правил, методик, инструкций, стандартов (например, стенография, делопроизводство, учетные операции, деталировка и копирование документов, их оформление и размножение, расчеты по заданной программе). На эти работы нормы времени устанавливают аналитическими методами.
Рассмотрим, как нормируется работа нарядчика по созданию сдельного наряда на выполненные работы на промышленном предприятии.
Пример 1
Создание наряда на выполненные работы содержит ряд последовательно выполняемых действий (алгоритм; см. схему).
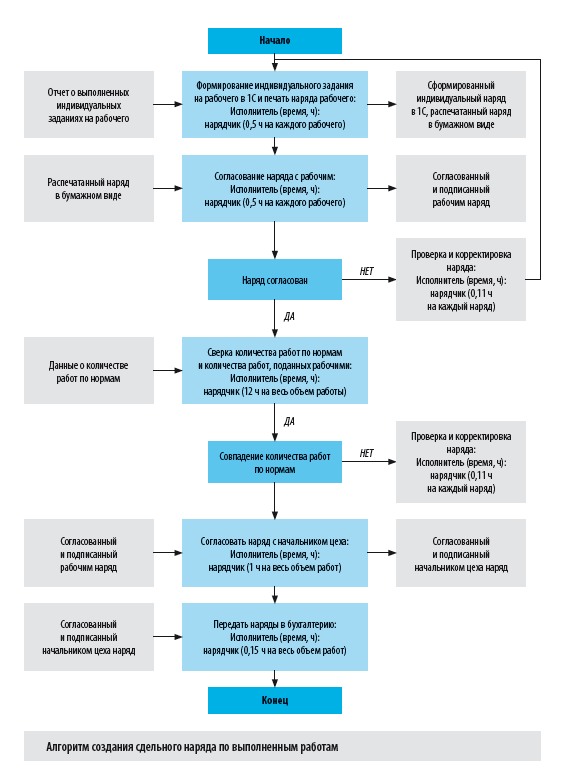
При выполнении работы по созданию наряда нарядчик должен действовать по алгоритму. Зная исходные данные (количество рабочих), можно оценить трудоемкость данной работы. Учитывая то, что нарядчик выполняет и другие работы, на которые тоже есть прописанные алгоритмы, можно посчитать общую трудоемкость и, соответственно, определиться с численностью нарядчиков на предприятии.
2. Работы, требующие творческого труда
Эти работы представляют собой не только техническую деятельность (подготовка материалов, оформление, составление схем и расчетов), но и творческую — изучение различных материалов и поиск решения задач. Это проектные, расчетные, конструкторские, плановые и другие работы.
Первую часть нормируют методами аналитического нормирования, вторую — творческую — часть этими методами нормировать невозможно. В отношении их применяют:
- метод аналогий по категориям сложности выполняемых работ;
- экспертный метод;
- метод по типовым представителям.
Так, метод аналогии состоит в том, что ранее разработанные темы, конструкции технологические процессы расчленяют на простейшие элементы работ, по которым фиксируют фактические затраты времени. При нормировании трудоемкости разработки значение времени берут из аналогов и корректируют (ужесточают) с учетом роста производительности труда.
Практика показывает, что в конструкциях и технологии их изготовления до 50–60 % составляют повторяющиеся элементы работ.
К сведению
Трудоемкость той части работ, которая не имеет аналогов, рассчитывают с помощью переводных коэффициентов, учитывающих сложность и оригинальность работы. Переводные коэффициенты устанавливают преимущественно экспертным методом.
Для нормирования труда конструкторов и технологов можно применять аналитико-расчетный метод, который осуществляется в два этапа.
На первом этапе при выдаче работы конструктору (технологу) указывается только вид работы и проставляется ориентировочная норма времени. Это необходимо для того, чтобы рассчитать месячный план загрузки работника.
На втором этапе, когда работа выполнена, производится количественное и качественное нормирование затрат труда. Количественная оценка отвечает на вопрос, сколько стандартных форматок 1А4 помещается в законченном чертеже. Качественная оценка позволяет отнести чертеж к определенной группе сложности.
Рассмотрим пример нормирования труда конструкторов машиностроительного предприятия.
Пример 2
Все изделия, разрабатываемые конструкторами, экспертным путем разбивают на четыре группы:
- простые изделия;
- изделия средней сложности;
- сложное изделие;
- модернизация изделия.
Вне зависимости от сложности разработка каждого изделия состоит из ряда последовательных этапов:
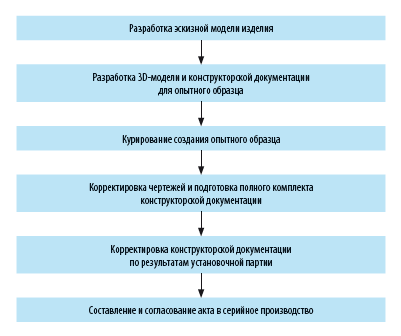
По каждой группе изделий по каждому этапу на основании фактически затраченного времени определяется норма времени (табл. 1).
Таблица 1
Таблица предварительной нормы выработки на разработку нового изделия, ч
|
№ п/п |
Этапы конструкторской разработки изделий |
Простое изделие |
Изделие средней сложности |
Сложное изделие |
Модернизация изделия |
|
1 |
Разработка эскизной модели изделия |
8 |
32 |
48 |
28 |
|
2 |
Разработка 3D-модели и конструкторской документации для опытного образца |
16 |
104 |
144 |
104 |
|
3 |
Курирование создания опытного образца |
4 |
7 |
13 |
7 |
|
4 |
Корректировка чертежей и подготовка полного комплекта конструкторской документации |
20 |
48 |
60 |
52 |
|
5 |
Корректировка конструкторской документации по результатам установочной партии |
10 |
26 |
36 |
26 |
|
6 |
Составление и согласование акта передачи в серийное производство |
4 |
10 |
10 |
10 |
На основании данной таблицы рассчитывается загрузка каждого конструктора, определяется срок выхода изделия, определяется потребность в сотрудниках конструкторского бюро.
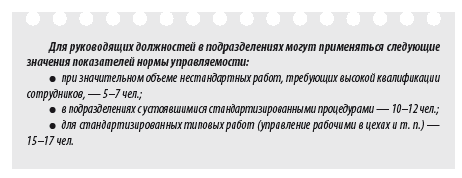
3. Работы управленческого характера, включающие труд руководителей подразделений аппарата управления
Наиболее сложно нормируемый труд. Применяется метод определения численности работающих по нормам управляемости и по функциям управления.
Норма управляемости — это количество людей, которые находятся в непосредственном подчинении руководителя.
Оптимальная норма управляемости — 7 чел. Это обусловлено особенностью оперативной памяти человека хранить информацию о семи не связанных между собой объектах.
В реальной жизни норма управляемости может достигать 40 человек. Она зависит от способностей, опыта руководителя, однородности выполняемых задач и многих других факторов, например:
● вид деятельности организации;
● расположение объектов управления (из-за географического размещения филиалов или отделений организации в ряде случаев невозможно добиться оптимальных показателей управляемости);
● квалификация сотрудников (уровень контроля за деятельностью сотрудников зависит от их навыков и мотивации);
● тип организационной структуры (иерархическая, матричная, проектная);
● уровень стандартизации задач;
● уровень автоматизации деятельности и др.
Для предприятия важно определить общую численность работников по каждой функции. Ее рассчитывают с помощью методов корреляционного анализа, учитывающего влияние наиболее существенных факторов на трудоемкость работ по данной функции.
Количество управленцев по функциональным обязанностям реализации основных функций управления можно рассчитать по данным табл. 2.
Таблица 2
Определение количества управленцев
|
Характеристика функциональных обязанностей руководителей и их подразделений |
Расчетная формула количества работников аппарата управления по функциям управления |
|
Общее (линейное) управление основным производством |
Ку = 23,6615 + 0,0011 × Мр + 0,029 × Кпр |
|
Стандартизация и сертификация продукции, технологических процессов и других элементов производства |
Кст = 0,05 × (Кнов + Котк) |
|
Подготовка производства |
Кспп = 1,85 + 0,0051 × Кпр |
|
Организация труда и заработной платы |
Котиз = 11,2142 + 0,0031 × Кппп |
|
Оперативное управление основным производством |
Коп = 12,0716 + 0,0286 × Кпр + 0,523 × Чсп |
|
Технико-экономическое планирование |
Кпэо = 5,015 + 0,0006Кппп + 0,0006 × Мр |
|
Бухгалтерский учет и финансовая деятельность |
Кбух = 3,9603 + 0,0013 × М + 0,0045 × Кппп |
|
Комплектование и подготовка кадров |
Кок = 2,2129 + 0,0012 × Кппп |
|
Охрана труда |
Котитб = 1,1 + 0,0062 × Мр |
|
Общее делопроизводство и хозяйственное руководство |
Кд = 1,7883 + 0,0019 × Кппп + 0,0002 × Д |
Пояснения к условным сокращениям в табл. 2:
Ку — общее количество руководителей разного уровня;
Мр — количество рабочих мест в основном производстве;
Кпр — количество рабочих основного производства;
Кст — количество работников служб стандартизации и сертификации;
Кнов — число работников, занятых разработкой и внедрением новых технологий и оборудования;
Котк — число работников отдела технического контроля;
Кспп — количество работников службы подготовки производства;
Котиз — количество работников отдела оплаты труда;
Кппп — общее количество промышленно-производственного персонала;
Коп — численность работников отдела технического обеспечения производства;
Чсп — численность самостоятельных структурных подразделений предприятия, ед.;
Кпэо — количество работников планово-экономического отдела;
Кбух — количество работников бухгалтерии и финансового отдела;
М — численность наименований, типоразмеров и артикулов материалов, полуфабрикатов, закупленных изделий, ед.;
Кок — количество работников службы подготовки кадров;
Котитб — количество работников отдела охраны труда и техники безопасности;
Кд — количество работников отдела делопроизводства и хозяйственного обслуживания;
Д — годовой документооборот, ед.
Общее количество самостоятельных структурных подразделений, их заместителей и помощников, которые непосредственно подчинены первому руководителю, рассчитывается по формуле:
Чсп = 7,78 + 0,00019 × Кппп.
Обратите внимание!
Данные методики расчета были разработаны в плановой экономике и применялись на крупных промышленных предприятиях. Поэтому в современных условиях они могут служить лишь примерным ориентиром.
Пример 3
По методике, представленной выше, рассчитаем численность управленческого персонала.
Исходные данные представлены в табл. 3, результаты расчета — в табл. 4.
Таблица 3
Определение количества управленцев на основании функций управления
|
Показатели |
Значение |
|
Количество рабочих мест в основном производстве (Мр) |
150 |
|
Количество рабочих основного производства (Кпр) |
300 |
|
Число работников, занятых разработкой и внедрением новых технологий и оборудования (Кнов) |
2 |
|
Число работников отдела технического контроля (Котк) |
4 |
|
Общее количество промышленно-производственного персонала (Кппп) |
350 |
|
Численность самостоятельных структурных подразделений предприятия (Чсп), ед. |
6 |
|
Численность наименований, типоразмеров и артикулов материалов, полуфабрикатов, закупленных изделий (М), ед. |
9800 |
|
Годовой документооборот (Д), ед. |
27 000 |
Таблица 4
Расчет численности
|
Характеристика функциональных обязанностей руководителей и их подразделений |
Численность |
|
Общее (линейное) управление основным производством |
33 |
|
Стандартизация и сертификация продукции, технологических процессов и других элементов производства |
0 |
|
Подготовка производства |
3 |
|
Организация труда и заработной платы |
12 |
|
Оперативное управление основным производством |
24 |
|
Технико-экономическое планирование |
5 |
|
Бухгалтерский учет и финансовая деятельность |
18 |
|
Комплектование и подготовка кадров |
3 |
|
Охрана труда |
2 |
|
Общее делопроизводство и хозяйственное руководство |
8 |
Выводы
Если сравнить результаты расчетов с численностью на реально действующем промышленном предприятии, то относительно охраны труда, комплектования и подготовки кадров, подготовки производства можно увидеть, что расчетная численность персонала очень близка к реальной.
Что касается учетных функций (ПЭО, бухгалтерия, ОТиЗ, делопроизводство), расчетные данные завышены в 2–3 раза. Работа этих подразделений достаточно автоматизирована и не требуется такого количества сотрудников.
 Для физических лиц
Для физических лиц Для юридических лиц
Для юридических лиц Подписка по каталогам
Подписка по каталогам